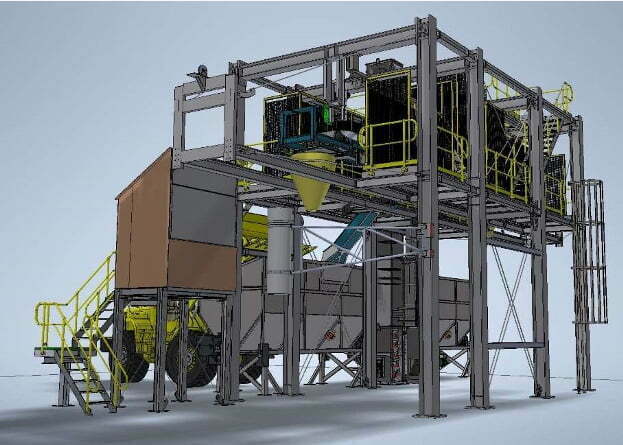
Fertiliser Blending, Screening, and Dispatch
Our client developed a greenfield store for the storage and dispatch of fertiliser to its shareholders.
Read More We design and manufacture our bucket elevators fit-for-purpose for optimum performance and fewer maintenance costs and downtime. We evaluate your project requirements and use standardised engineering processes to ensure you receive a bucket elevator that is cost-effective and long-lasting.




Conveyor Industries designs and manufactures bespoke conveying systems tailored to various industries' unique needs, ensuring efficient and reliable material flow.
With over 25 years of experience, we have successfully delivered innovative conveyor and bulk handling solutions to clients throughout New Zealand, Australia, and beyond.
From design and fabrication to installation and commissioning, Conveyor Industries provides end-to-end solutions, ensuring seamless project execution and ongoing support.
Ready to take your project to the next level? We'd love to hear from you! Whether you're in the early planning stages or need a complete turnkey solution, our team at Conveyor Industries is here to help.
Call us on +64 7 542 9190